Plasma Deposition specific applications
In plasma-assisted thin film deposition processes, the energy and reactivity of plasma enable the deposition of materials onto substrates with superior precision and control. The structure zone model in Figure 1 summarizes the progression of deposition techniques from zones of low-energy thermal evaporation to zones of high-energy ion-beam and plasma-assisted processes. The energy axis is proportional to ion kinetic energy expressed in eV. Typical energies for thermal evaporation are a few 10ths of an eV; for IAD, 50 – 70 eV; and for magnetron sputtering >10 eV.

Figure 1 The structure-zone model of thin-film morphology as determined by deposition process energy and extended by Anders to include sputtering energies. Citation: Andre Anders, Thin Solid Films, V58 Issue 15, 4087-4090 (2010) (2)
From a plasma perspective, several factors can complicate the plasma-assisted thin film deposition process, affecting the film quality. Understanding and addressing these challenges is crucial for optimizing the process and achieving the desired material properties. The Ionic bombardment during film growth can have a significant effect on the physical properties of the film which in turn is correlated to various plasma parameters such as RF power, plasma potential, bias frequency and duty cycle etc as discussed below.
Surface roughness
Surface roughness: Surface roughness is both a useful metric for monitoring deposition and one of the key quality factors that affect properties of films. Higher ion energies results in columnar growth and have rough surfaces. It is seen that Atomic layer deposition technique is capable of depositing thin atomic films with ultra-low surface roughness by controlling the ion energies. Substrate bias during the deposition process provides an effective route to control the ion energies and hence the surface roughness of the deposited film.
Film Stress
Film stress is an important metric as it can result in wafer bowing (problems with lithography), film cracking or peeling, excessive deformation, fracture, and microstructural changes in the materials. The surface stress issues are more prominent in thin films as compared to thick films as it can cause adhesion problems and long-term reliability. The film stress is determined by the deposited energy and can be managed by monitoring the plasma parameters and ion energy impacting on the substrate. Impact of heavy ions or energetic particles during deposition can create compressive stress in the film. A dense film microstructure is related to compressive stress while void structure is reflected in tensile stress. Using low frequency bias on the substrate to control the ion energy, one can also optimize the stress in deposited films.

Figure 2 Evolution of intrinsic stress as a function of deposited energy. Typical energy regions for different processes are indicated
Film Density
Higher kinetic energy promotes greater mobility on the substrate surface that in turn enables tighter nucleation and denser growth coverage of the surface as seen from figure 1. While compaction increases with energy, the sputtering effect dominates overgrowth at energies above certain values, so ion energy monitoring is important to optimize the film density.
Film uniformity
This is a measure of film consistency across a substrate. Usually, a uniformly dense plasma produces more uniform films as it helps in maintaining uniform distribution of chemically active radicals and ion density at all the places. If the plasma potential is constant over the substrate area, then the ions are expected to impact with same energies at all the places and a more uniform film deposition is observed.
Impedans solutions to improve film quality
Direct measurement of ion energy and ion flux using the Semion RFEA system will be useful in improving the surface roughness. Also, adequate adjustment of RF biasing and plasma power using Octiv VI probe will be helpful to achieve smoother surfaces. Realtime measurement of plasma parameters across the wafer using Impedans Langmuir Probe will help to maintain plasma uniformity and uniform film deposition. The independent measurement of the plasma potential in deposition plasmas with Langmuir probes is sometime difficult, due to the rapid accumulation of the deposit on the probe surface so Impedans Plato Probe will be useful as it can make measurements in deposition environment too.

Widely ranging control of plasma-chemical reactions and plasma – surface interactions allow one to optimize the film composition and microstructure. This can be achieved by tailoring the energetic interaction between the plasma and the surface, by using bias-controlled or pulsed plasma techniques.
Grain Structure
The plasma surface interactions and substrate conditions are largely responsible for the microstructure of the deposited film. Higher ion energies usually resulted in small grain structures and consequently, that results in higher packing density, stress, stability, etc. If ion energies are too high, they can create columnar grains too as seen in figure 1.
Crystalline/Amorphous
Deposited film can be crystalline or amorphous. Usually, amorphous film results from poor surface mobility or low ion energy. Low ion energies are possible with low RF power/DC bias or if the gas pressure is high enough to slow down the ions through multiple collisions before they reach the substrate. Polycrystalline, dense and smooth films resulted from higher surface mobility or ion energy. Changes in the surface morphology are observed with higher energies leading to films with larger grains and less defects while the momentum of the incoming particles can lead to alignment or orientation of the growing crystallites as shown in figure 2
Opacity
High optical transparency in thin films is often attributed to a reduction in absorbance, leading to improved light transmission. For instance, the development of transparent metal films has shown that decreasing the deposition rate can increase the absorption coefficient, affecting the optical properties and transparency of the films. Optical characteristics of plasma-deposited materials depend on the choice of the precursor gases or vapors, and on plasma surface interactions during film fabrication. In most optical coating’s applications, materials are desired to be amorphous and isotropic. Ion energies decide the film microstructure and therefore alter the band gap to control the optical behaviour of the films.
Hardness
Hardness is an important property of films, which allows one to enhance the mechanical characteristics of the underlying substrate. High hardness, low friction coefficient and high scratch resistance strongly depend on the microstructure which are, in turn, controlled by the fabrication conditions and the ion energies. Hard and wear resistant coatings with very high deposition rates are obtained from either magnetron sputtering or PECVD where plasma parameters and ion energy distribution functions are monitored to optimize the deposition process for desired film hardness.
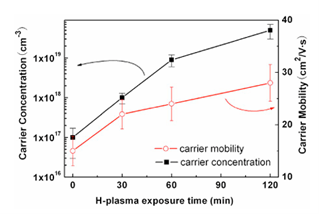
Conductivity
The ability to deposit thin and conformal films with good conductivity has become of great importance because of the downscaling of electronic devices. For instance, Platinum has attracted considerable attention for thin-film applications in micro- and nano-electronic devices because of its chemical inertness, and excellent electrical properties. The conductivity strongly depends on the film thickness and sometimes post-deposition plasma treatment is offered to improve the conductivity of deposited films. Therefore, a plasma monitoring diagnostic is required to optimize the process. Figure 3 clearly show that the incorporation of hydrogen in the ZnO films leads to enhanced conductivity,
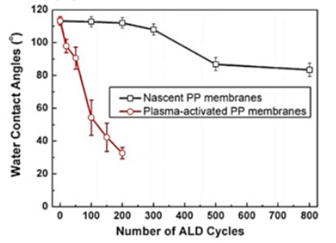
Wettability
It is known that plasma assisted deposition introduce surface roughness on the deposited films. The surface roughness is important to control wettability as they act either to decrease the depth of air pockets, whilst simultaneously lowering the contact angle to enhance super-wettability. On the contrary, plasma exposure can also create surface patterning, which leads to liquid meniscus discontinuity and hence super-hydrophobicity. Monitoring the plasma parameters will help in optimization of the film wettability properties.
Impedans solutions to improve film properties
Directly measuring ion energy and ion flux with the Semion RFEA system will be instrumental in controlling and improving various film properties such as grain structure, morphology and mechanical properties (hardness, opacity and wettability etc) which are interrelated in most cases. Additionally, optimizing RF biasing and plasma power with the Octiv VI probe will contribute to achieving desired surface morphology. Real-time monitoring of plasma parameters across the wafer using the Impedans Langmuir Probe will ensure plasma repeatability and consistent film deposition with desired properties.
A film’s properties depend on their application. Adhesion is the most important property of films, since it assures the integrity of the film with the substrate. Adhesion is often referred to the crosslinking of film and substrate materials at the interface. Appropriate control of ion bombardment energy is particularly important in this context to control interfacial atom mixing since continuous ion bombardment can lead to other effects such as high diffusion of deposited species, resputtering of loosely bound species, and deeper penetration of ions below the surface, leading to the displacement of atoms.
Impedans solutions to improve film adhesion: The Semion RFEA system can significantly enhance film adhesion in plasma deposition processes by providing precise measurements of ion energy and ion flux. This detailed data allows for fine-tuning of process parameters such as RF biasing and plasma conditions, which are critical for optimizing film adhesion. By adjusting these parameters based on the insights gained from the RFEA system, you can improve the uniformity, surface roughness and quality of the film, ensuring better adhesion to the substrate.
Impedans solutions to improve film adhesion
The Semion RFEA system can significantly enhance film adhesion in plasma deposition processes by providing precise measurements of ion energy and ion flux. This detailed data allows for fine-tuning of process parameters such as RF biasing and plasma conditions, which are critical for optimizing film adhesion. By adjusting these parameters based on the insights gained from the RFEA system, you can improve the uniformity, surface roughness and quality of the film, ensuring better adhesion to the substrate.
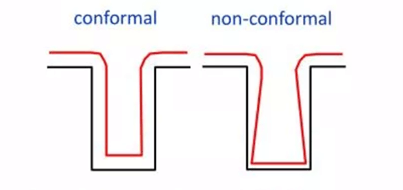
Step coverage indicates how well a deposition process covers the topography of the substrate as shown in figure 5. It is calculated as the ratio of the deposited film thickness in the open area without features to the deposited thickness along the sidewalls or bottom of the features.The deposition on a flat surface is isotropic in nature. However, step coverage of surface features depends on the aspect ratio as well as on the deposition mechanism (PECVD, sputtering, ALD etc).
The ALD process is found to be suitable for large area substrates with complex shapes. Furthermore, columnar structures and nodular film defects, resulting from self-shadowing or macroscopic shadowing during film growth, are prevalent defect patterns in plasma deposited film. Directional ion bombardment results in poor step coverage and substrate rotation are usually provided to avoid shadowing and create better conformal films.
Impedans solutions for better step coverage during film deposition
Impedans provides capillary plates which can be associated with their Semion RFEA system to measure angular distribution of ions impacting on the substrate. The information about angular measurement of ion energy and flux will help to optimize the deposition process for better step coverage.
This is a measurement of how quickly the film is produced. It typically utilizes units of thickness divided by time. The deposition rates or the growth rates generally vary with the fabrication techniques and are linked to several plasma factors as well. For example, PECVD provides higher deposition rates than PVD. It is seen that the deposition rates on the grounded electrode are substantially lower than on the rf-powered electrode ~usually 5±10 times.
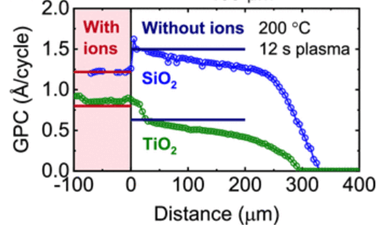
Ion/neutral ratio
It is observed that deposition processes could be driven by ions or neutrals depending on the process conditions and choice of materials. Since substrate biasing primarily influences the ion energies, deposition rate is higher in the ion-exposed region than the deposition carried out using substrate biasing.
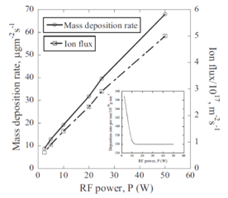
Ion flux
There is a simple, empirically established, relationship between the ion flux and the deposition rate. The main reason for the correlation of ion flux with input power, the ion flux and deposition rate increase with input power as seen in figure 7.
Impedans solutions for deposition rate measurement:
For the purpose of understanding the primary role of ions and neutrals which take place during the plasma deposition process and for process optimization, the Impedans Quantum RFEA can provide valuable real-time information. The Quantum RFEA integrates a quartz microbalance with the regular RFEA (Semion RFEA system) to monitor the deposition rates along with the ion energy and ion flux. The Octiv VI probe is another valuable tool that measures the ion current on the powered electrode. This measurement is related to ion flux, allowing for the estimation of growth rate as a function of RF parameters.